В эпоху передового производства машины для формирования мощности служат основными активами для точной пластической деформации металла, что позволяет производить компоненты сетевой или почти сетевой формы с высокой эффективностью, повторяемостью и использованием материалов (> 95%). В отличие от вычислительных процессов (например, обработки), которые генерируют отходы, формирование энергии использует контролируемую механическую силу для переформирования металлических листов, катушек или профилей, соответствуя требованиям отраслей промышленности, уделяющих приоритетное внимание устойчивости и оптимизации затрат. В этом техническом обзоре систематически анализируется технология станков для формирования мощности, включая ее классификацию, основные технические достижения, промышленные приложения и будущие траектории, с уделением особого внимания количественным показателям производительности и инженерным принципам.
1. Определение и основные технические принципы машин для формирования силы
Энергоформаторы - это автоматизированное или полуавтоматизированное оборудование, предназначенное для деформации металлических материалов (листов, катушек или экструдированных профилей) через пластиковый поток без добавления или удаления материала. Их деятельность регулируется тремя фундаментальными инженерными принципами:
- Контроль напряжения: Поддержание равномерной деформации (изменение напряжения <5% для критических компонентов), чтобы избежать дефектов (например, морщин, шеи, пружины).
Синхронизация силы и скорости: Соответствование применяемой силы (1-10 000 кН) и скорости деформации (0,1-30 м/мин) свойствам материала (например, прочностью, гибкостью) - например, высокопрочная сталь (AHSS) требует более медленных скоростей (0,5-2 м/мин), чтобы предотвратить трещины.
- Точность измерений: достижение жестких допусков (обычно ±0,01-0,1 мм для промышленных машин) с помощью управления обратной связи с закрытым циклом (например, ЧПУ, сервоприводные приводы).
Машины для формирования силы классифицируются по их механизму деформации, каждая из которых оптимизирована для конкретных геометрий деталей, типов материалов и производственных масштабов. Ниже приводится техническая разбивка основных типов, включая их принципы работы и основные параметры производительности:
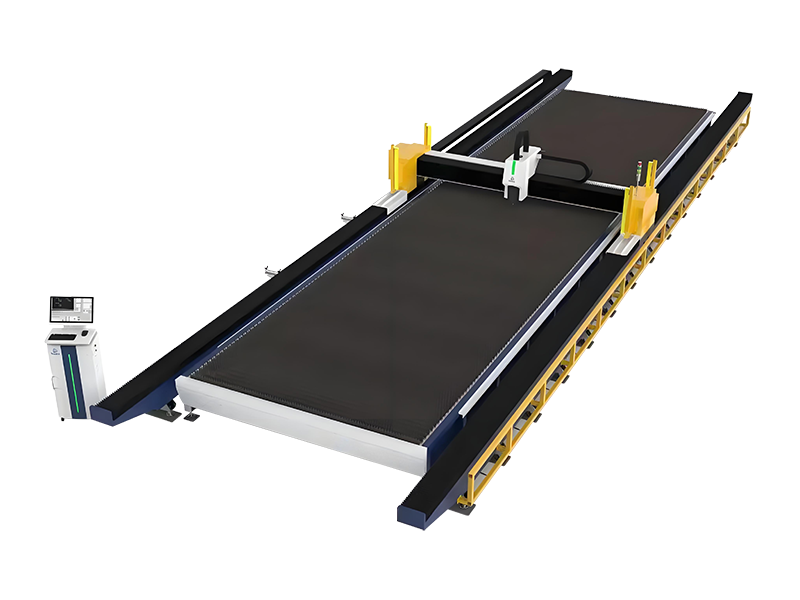
2.1 Машины для формирования рулонов
Принцип работы: непрерывно изгибает металлические катушки (ширина: 50-2000 мм) или листы через последовательную серию точно обрабатываемых роликов (обычно 6-24 пары роликов). Каждый ролик применяет постепенное изгибание (1-5 ° на проход), пока не будет достигнут окончательный профиль поперечного сечения.
Основные технические спецификации:
Скорость производства: 5-30 м/мин (варьируется в зависимости от толщины материала: 0,3-6 мм для стали, 1-10 мм для алюминия).
- Профильная толерантность: ±0,05-0,2 мм (критически важная для взаимосвязанных компонентов, таких как конструктивные шпильки).
- Материал ролика: сталь для инструментов горячей работы H13 (для износостойкости; срок службы: 500 000+ метров для мягкой стали).
Ключевые варианты:
- Формирование холодным рулоном: работа при комнатной температуре (идеально подходит для мягкой стали, алюминия) - доминирует в строительстве и автомобильной промышленности.
- Формирование горячим рулоном: 500-900 ° C (для высокопрочных сплавов, таких как сталь Q960) - используется в рамах тяжелых машин.
2.2 Машины для формирования растяжения
Принцип работы: Зажимает металлические заготовки (размер: 0,5-12 мм толщиной, до 3 м × 6 м) на краях и растягивает их (напряжение на растяжение: 5-25%) над жестким штампом (из алюминиевого сплава или стали), чтобы сформировать сложные изогнутые или сложные контуры.
Основные технические спецификации:
Максимальная сила тяга: 10-500 кН (регулируемая с помощью гидравлических/пневматических систем).
- Однообразность напряжения: ±2% (критически важная для аэрокосмических компонентов, чтобы избежать отказа от усталости).
- Совместимость штампов: сменные штампы (для быстрой смены продукта; <30 минут для небольших штампов).
Ключевые приложения Драйвер: отличается в формировании высокоточных деталей с низким уровнем морщин (например, шкуры крыльев самолетов, рейсы крыши автомобилей), где традиционное изгибание не может достичь гладкого искривления.
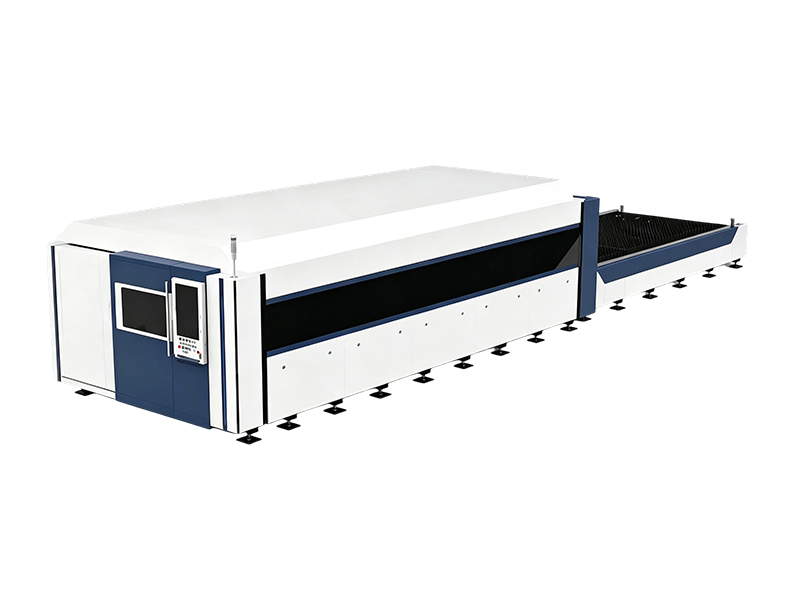
2.3 Гидроформационные машины
Принцип работы: Использует гидравлическую жидкость высокого давления (10-100 МПа) для давления металлических листов / труб против полости штампа, что позволяет формировать сложные, полые или асимметричные формы.
Основные технические спецификации:
- Контроль давления жидкости: ±0,5 МПа (для последовательной толщины стенки - цель: <10% изменения толщины).
Время цикла: 30-180 секунд на часть (варьируется в зависимости от сложности части).
- Совместимость материалов: пластические металлы (алюминий, медь, низкоуглеродная сталь) и передовые сплавы (например, Ti-6Al-4V для аэрокосмической промышленности).
Ключевое преимущество: устраняет сварные швы (по сравнению с сборными компонентами), улучшая конструктивную целостность на 20-30%.
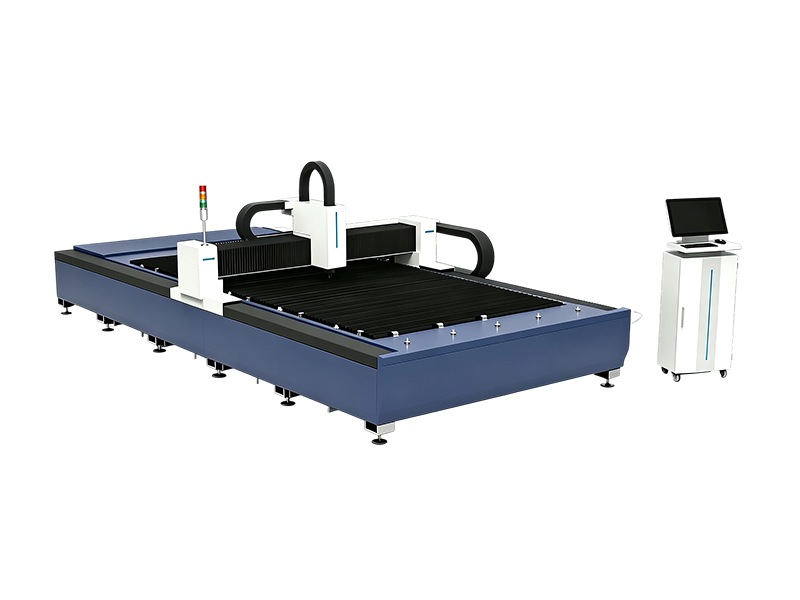
2.4 Листовая металлическая пресса тормоза формирующие машины
Принцип работы: Использует гидравлический/пневматический баран (сила: 10-2000 кН) для нажатия металлического листа на V-образную или индивидуальную штампу, создавая линейные изгибы (диапазон угла: 0-180°).
Основные технические спецификации:
- Толерантность изгиба: ± 0,1 ° (для точных частей, таких как электрические корпусы).
Глубина горла: 100-1500 мм (определяет максимальную длину части).
- Уровень автоматизации: управляемый ЧПУ (до 12 осей) для многоизгибочных частей (например, листовые кронштейны с 5+ изгибами).
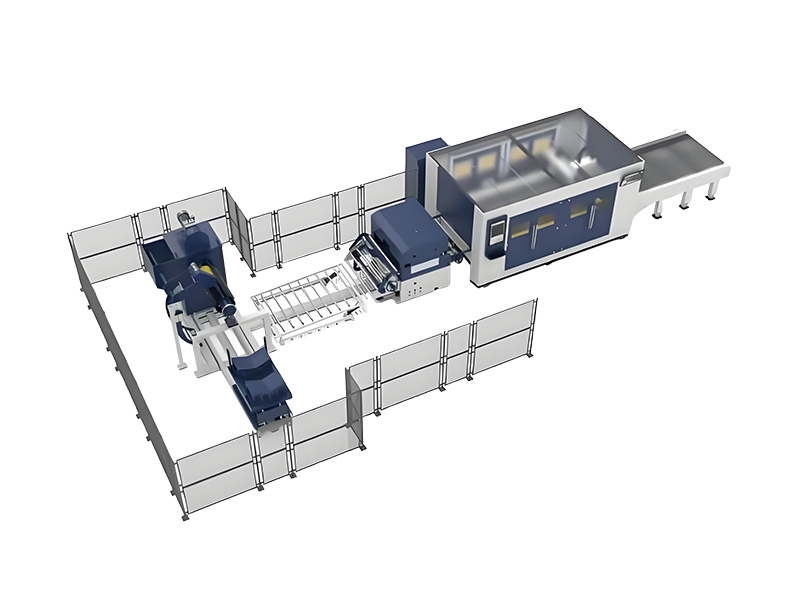
3. Технические достижения: автоматизация и интеграция промышленности 4.0
Современные электроформляющие машины эволюционировали за рамки механической работы, движущимися автоматизацией и цифровизацией, чтобы удовлетворить требования производства с высокими смесями и большими объемами.
3.1 Технологии автоматизации
- Системы управления ЧПУ: оснащены передовым ЧПУ (например, Siemens Sinumerik, Fanuc 31i) для регулирования силы, скорости и положения ролика / штампа в режиме реального времени. Включает:
- Хранение программ для 1000+ профилей (формация рулона) или последовательности изгиба (тормоза пресса).
- Исправление ошибок в процессе (например, компенсация пружины в AHSS за счет перегибания 1-3 °).
- Сервоприводные приводы: замена гидравлических систем в точных приложениях (например, формация на растяжение), снижение потребления энергии на 20-30% и улучшение времени реакции (<50 мс).
- Автоматическая обработка материалов: интегрированные катушки подачи, роботизированные погрузчики / разгрузчики и системы зрения для:
- Нульовое ручное вмешательство (24/7 изготовление огней).
- Точность выравнивания материала: ±0,05 мм (критически важная для формирования роликов блокирующих профилей).
3.2 Интеграция Индустрии 4.0
- Прогнозительное обслуживание: датчики контролируют ключевые параметры (например, вибрацию ролика <0,1 мм, температуру гидравлического масла 40-60°C) и используют алгоритмы ИИ для предсказания сбоя компонентов (например, износ ролика, утечка уплотнения) - сокращая незапланированные простои на 40-50%.
Аналитика данных в режиме реального времени: подключенные к IoT машины передают производственные данные (OEE: общая эффективность оборудования, частота дефектов, время цикла) на облачные платформы (например, MES: Manufacturing Execution Systems) для оптимизации процесса.
Цифровые близнецы: виртуальные реплики машин имитируют производственные процессы для проверки новых профилей (формация рулона) или последовательностей изгиба (тормоза пресса), сокращая время установки на 50% и уменьшая отходы материалов от испытательных процессов.
4. Промышленные приложения по секторам
Энергоформирующие машины повсеместно присутствуют в производстве, при этом каждый сектор использует конкретные технологии для удовлетворения уникальных требований к производительности:
4.1 Строительство и инфраструктура
- Формирование рулона: производит конструктивные компоненты (например, C-каналы, Z-purlins, металлические панели крыши) из оцинкованной стали (0,8-2,0 мм) или алюминия (1,0-3,0 мм). Ключевый драйвер: высокая скорость производства (15-25 м/мин) для крупномасштабных строительных проектов.
- Гидроформация: Создает архитектурные элементы индивидуальной формы (например, изогнутые фасадные панели, декоративные перила) из алюминиевого сплава 6063.
4.2 Автомобиль и транспорт
Производит автомобильные рамные рельсы (AHSS: 1,5-3,0 мм) и дверные балки - преимущества высокого соотношения прочности к весу и низкой стоимости.
Формирование растяжения: Формирует алюминиевые панели крыши и титановые компоненты выхлопных газов (для высокопроизводительных транспортных средств) — обеспечивает аэродинамическую точность (допуск ±0,1 мм).
Гидроформация: производит сложные детали, такие как колыбели двигателя и топливные рельсы (уменьшение количества деталей на 30-50% по сравнению со сварными сборами).
4.3 Аэрокосмическая и оборонная деятельность
Формирование растяжения: критическое значение для компонентов из титана (Ti-6Al-4V) и алюминий-литий (Al-Li) сплавов (например, шкуры крыльев, панели фюзеляжа) - требует однородности растяжения <3% для удовлетворения стандартов аэрокосмической усталости (например, ASTM E466).
Гидроформация: Формирует трубопровод Inconel 718 (суперсплав на основе никеля) для реактивных двигателей — выдерживает высокие температуры (до 650 ° C) и давление.
4.4 Потребительские товары и приборы
Формирование тормоза прессом: изготовляет листовые детали для холодильников, стиральных машин и блоков HVAC (мягкая сталь 0,5-1,5 мм) - преимущества быстрой смены (10-15 минут) для производства с низкими объемами и большими смесями.
- Формирование рулона: производит алюминиевые профили для мебельных рам и отделки приборов (скорость: 8-15 м/мин) — подчеркивает поверхностную отделку (Ra <1,6 мкм).
5. Будущие тенденции в технологии формирования силы
Эволюция машин для формирования силы обусловлена инновациями в области материалов, устойчивостью и гибкостью производства:
5.1 Совместимость многоматериальных и передовых сплавов
Разработка машин, способных формировать композитно-металлические гибриды (например, полимер, усиленный углеродным волоконом (CFRP), связанный с алюминием), требует контролируемого нагрева (80-120 ° C) и формирования под низким давлением, чтобы избежать композитной делиминации.
Усиленное управление процессом для сплавов с высокой энтропией (HEA) (например, CoCrFeMnNi) - машины с адаптивной силовой обратной связи (±1 кН) для обработки их высокого напряжения потока (1200-1500 МПа).
5.2 Устойчивое производство
Энергоэффективность: сервосистемы нового поколения (например, двигатели с постоянным магнитом) снижают потребление энергии на 30-40% по сравнению с традиционными гидравлическими машинами.
Адаптация переработанных материалов: машины, оптимизированные для формирования переработанного алюминия (например, AA3105) и стали (например, мягкой стали на основе лома) - с корректированными параметрами силы для учета изменчивости материала.
5.3 Гибридное производство (аддитивное + мощное формирование)
Интеграция 3D-печати (аддитивное производство) с мощным формированием: 3D-печатные предварительные формы (например, для аэрокосмических кронштейнов) формируются посредством растяжения / гидроформования для достижения окончательных размеров - уменьшает отходы материала на 60% по сравнению с полностью аддитивными деталями.
5.4 Совместная робототехника (коботы)
Коботы в сочетании с небольшими машинами для формирования мощности (например, тормозами пресса) для малообъемного, заказного производства (например, прототипов автомобильных деталей) - позволяют безопасно сотрудничать между человеком и машиной (с помощью технологии зондирования силы) и снижают затраты на рабочую силу.