Подробное объяснение производственного процесса металлических шкафов: 8 ключевых шагов от проектирования до поставки
Время публикации:2026-02-18
Количество просмотров:341
В качестве важного элемента в современных офисных сценариях производственный процесс архивных шкафов интегрирует несколько процессов, таких как обработка металла, конструкционное проектирование и обработка поверхности. Принимая в качестве примера металлические шкафы, в этой статье будут систематически разбиты восемь основных этапов всего производственного процесса, чтобы помочь читателям всесторонне понять логику производства этого промышленного продукта.
Этап 1: Планирование требований и промышленный дизайн
Перед началом производства необходимо завершить исследование рынка, чтобы уточнить требования клиентов к подшипникам, сценарии использования и уровни безопасности для шкафов. Основываясь на обратной связи данных, инженеры используют программное обеспечение для 3D-моделирования, чтобы нарисовать точные чертежи, определить стандарты материала и допусков для каждого компонента и уделять особое внимание деталям, которые непосредственно влияют на пользовательский опыт, такие как структура рельсов ящика и положение замков.
Этап 2: Проверка и управление сырьевым материалом
Холодно-прокатные стальные листы являются предпочтительным материалом из-за их высокой прочности и сильной коррозионной устойчивости. Толщина листов обычно варьируется от 0,8 до 1,2 мм. Поставщики обязаны предоставить экологически чистые металлические материалы, отвечающие стандарту RoHS. Отдел закупок должен проверять отчеты об испытаниях на прочность на растяжение материалов и осуществлять отслеживаемое управление инвентарными партиями.
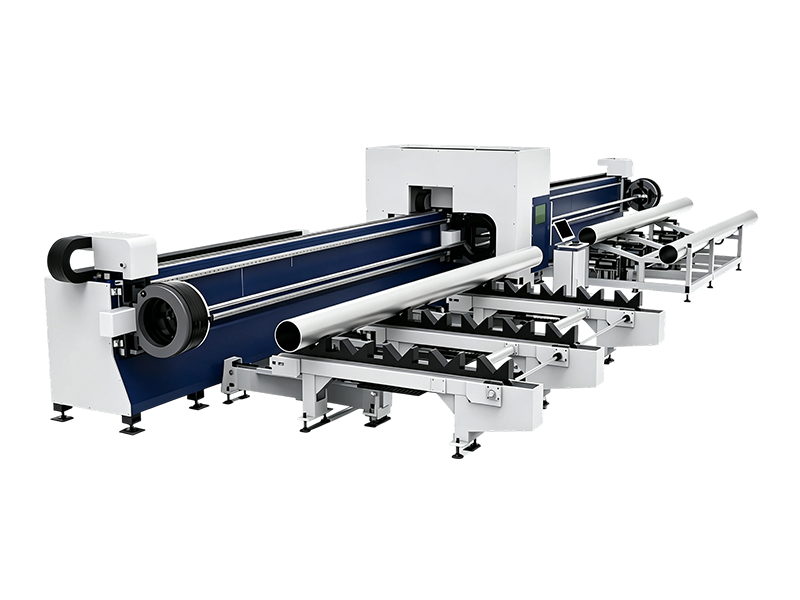
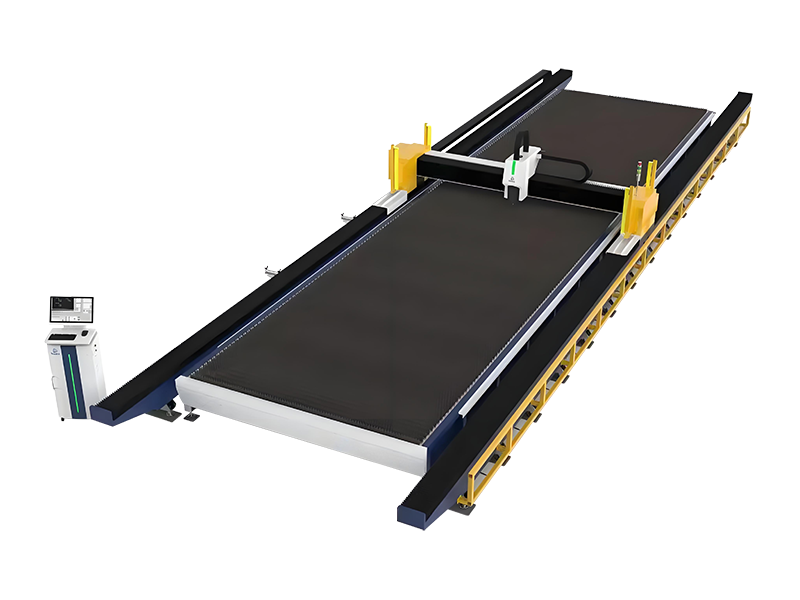
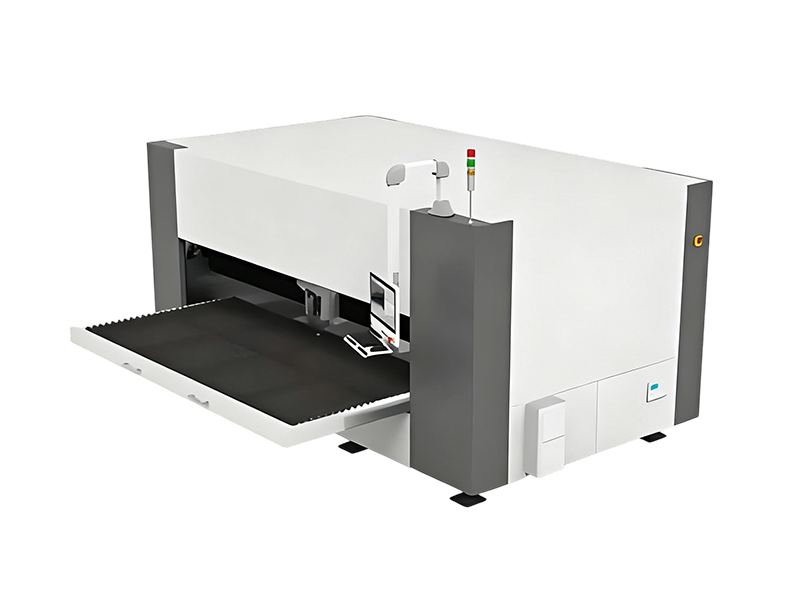
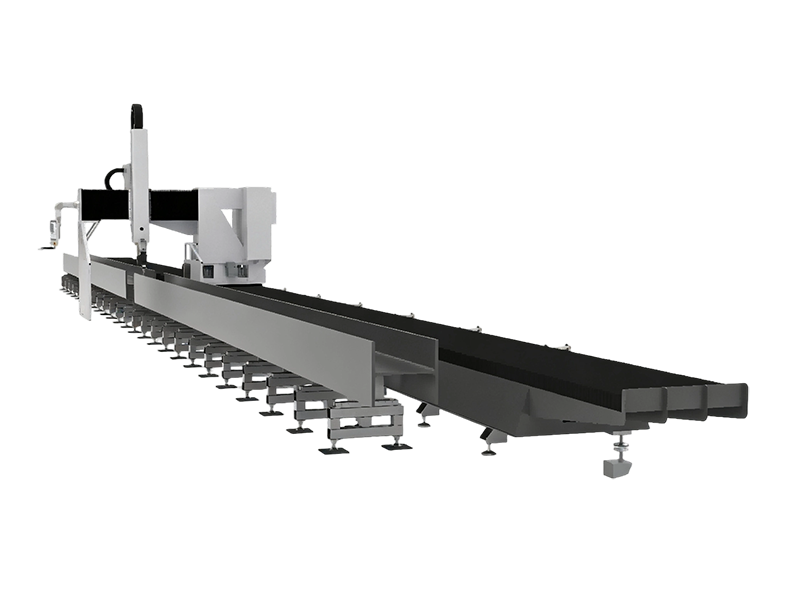
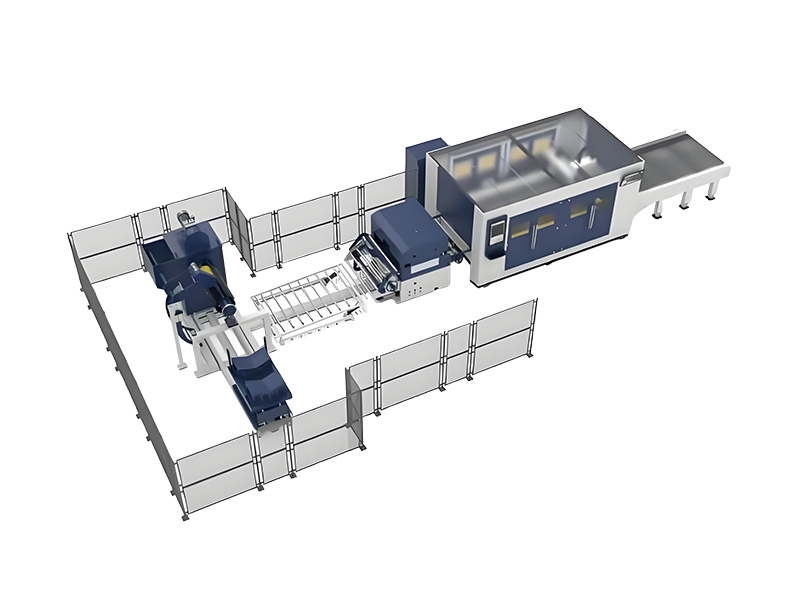
Этап 3: Точная обработка и формирование
Оборудование для лазерной резки делит металлические листы на компоненты, такие как верхняя пластина и боковые пластины, с точностью, контролируемой в пределах ±0,1 мм. Процесс изгиба на 90 ° завершается машиной для изгиба с ЧПУ, и настройка значения давления формы должна относиться к параметрам гибкости листов. Для специальных конструктивных частей, таких как блокировочные отверстия и рельсовые канавки, для партийного формирования используется многостанционное штамповое оборудование.
Этап 4: Процесс поверхностной обработки
Обработанные металлические детали должны пройти процессы обезжирения и маринации, чтобы удалить оксидный слой, а затем войти в линию обработки фосфатирования, чтобы сформировать защитную пленку фосфата размером 5 - 8 мкм. Технология электростатического порошкового распыления используется для покрытия эпоксидной смолы. После утверждения при высокой температуре 200°С поверхностная адгезия может быть увеличена более чем на 60%, а износостойкость может превышать 5000 раз испытаний стальной шерсти.
Этап 5: Контроль качества сборки
Профессиональная команда по проверке качества использует такие инструменты, как калиперы и 3D-сканеры, чтобы проверить размерную квалификацию деталей. Окончательная сборная линия принимает модульный режим работы, и такие процессы, как сварка рамы шкафа, выравнивание скользящих рельсов и установка замков, завершаются последовательно. Испытание на скользящий ящик требует, чтобы после 5000 раз открытия и закрытия не было забоя.
Этап 6: многократное тестирование и проверка
Готовая продукция должна пройти трехуровневую систему испытаний: функциональное испытание охватывает подшипник (≥100 кг) и стабильность наклона; конструктивное испытание включает в себя 6-ступенчатое симуляцию землетрясения-сопротивления; проверка качества внешнего вида использует многоугольные источники света для выявления дефектов покрытия. Все данные вводятся в систему отслеживаемости качества.
Этап 7: Интеллектуальное решение для упаковки
В антистолкновенной упаковке используется композитная структура из EPE жемчужного хлопка и гофрированной бумаги, а угловые защитники PP добавляются в углы. Исходя из разницы в расстоянии транспортировки, в морскую грузовую упаковку следует добавить вакуумно-влажностойный слой, а конструкция нижнего подлога, устойчивая к сжатию, должна быть усилена для сухопутной грузовой упаковки, чтобы обеспечить, чтобы уровень квалификации разборки оставался выше 99% после перевозки в 6000 км.
Этап 8: Поддержка полного цикла обслуживания
Производитель должен предоставлять услуги по видеоинструкциям по установке и поставке аксессуаров. Гарантийный период охватывает 5-летнее обязательство по обслуживанию аппаратных частей и 3-летнее обязательство по обслуживанию покрытия. Для конечных клиентов B могут быть настроены аксессуары с добавленной стоимостью, такие как этикетки управления архивами и разделители разделов.
На протяжении всего производственного процесса завод должен строго внедрять систему экологического менеджмента ISO14001, чтобы обеспечить, что скорость переработки электрофорезных сточных вод достигает 85%, а эффективность очистки сварочных дымов превышает 98%. С помощью системы ERP обеспечивается цифровое управление всем процессом от закупки сырья до доставки и доставки, эффективно балансируя производственные затраты и требования к качеству.
Цепочка производства металлических шкафов демонстрирует изысканную работу современного производства. Выбор технологии в каждом звене напрямую повлияет на срок службы продукта и пользовательский опыт. Понимание этих деталей процесса помогает покупателям более профессионально оценивать качество продукции и обеспечивает ориентировочный путь для оптимизации технологий производства для специалистов отрасли.