В динамичном ландшафте современного производства достижение точного изгиба материалов имеет первостепенное значение для производства высокопроизводительных шкафов и корпусов. Будь то кухонные шкафы, электрические корпусы или индивидуальные компоненты из листового металла, изгиб напрямую диктует конструктивную целостность, функциональный подход и эстетическую последовательность. В этой статье рассматриваются специализированные решения для изготовления шкафов и корпусов, подчеркивая передовые методы, инновации в области инструментирования и оптимизацию процессов, которые лежат в основе эффективного и высококачественного производства.
Гибание является фундаментальным производственным процессом, включающим контролируемую пластическую деформацию материала для достижения заранее определенного угла, радиуса или профиля. При изготовлении шкафов и корпусов, где взаимодействие компонентов и точность размеров имеют решающее значение, изгибание обеспечивает беспрепятственную сборку, несущую способность и придерживающиеся жестких допусков (обычно ±0,1 мм для точных листовых приложений). Процесс должен сбалансировать свойства материала (например, прочность, гибкость) с геометрическими требованиями, чтобы избежать таких дефектов, как трещина, обратная пружина или деформация поверхности.
Методологии изгибания для конкретных материалов
Производство шкафов и корпусов основано на двух основных подложках - деревяне и металле - каждая из которых требует специализированных методов изгиба для учета их уникальных механических характеристик.
Деревянное изгибание для шкафов
Дерево остается неотъемлемой частью шкаф из-за его эстетической универсальности, но его анизотропная структура (направление зерна) требует целенаправленных подходов для предотвращения переломов.
- Паровое изгибание: традиционная техника для твердой древесины. Древесину подвергают воздействию насыщенного пара (100-110 ° C) в течение 1-3 часов (в зависимости от толщины), чтобы смягчить лигнин, связывающий полимеры деревянными волокнами. После размягчения дерево зажимается в точную форму и высушивается воздухом (6-24 часа), чтобы установить форму. Идеально подходит для органических кривых в декоративных компонентах шкафа.
- Ламинированное изгибание: Предпочитается для высокопрочных, последовательных изгибов. Тонкие деревянные шпоны (толщиной 0,8-3 мм) связываются влажностойкими клеями (например, фенол-формальдегид) и слоены для перекрестного выравнивания направлений зерна. Стек сжимается в форме (10-20 кг/см²) при 80-120°С до того, как клей не затвердит (30-60 минут), устраняя слабые точки, связанные с зерном, и позволяя более жесткие радиусы.
- Изгибание края: Подходит для изгибов с плотным радиусом (до 10 мм) в массивных деревянных панелях. Параллельные частично глубинные резы (керфы) обрабатываются вдоль оси изгиба, удаляя 50-70% толщины материала. Оставшаяся паутина гибается, чтобы соответствовать форме; Керфы часто заполняются после изгибания для восстановления структурной целостности. Общие в шкафах дверных рам и изогнутых фасций.
Листовая изгибка для металлических корпусов и шкафов
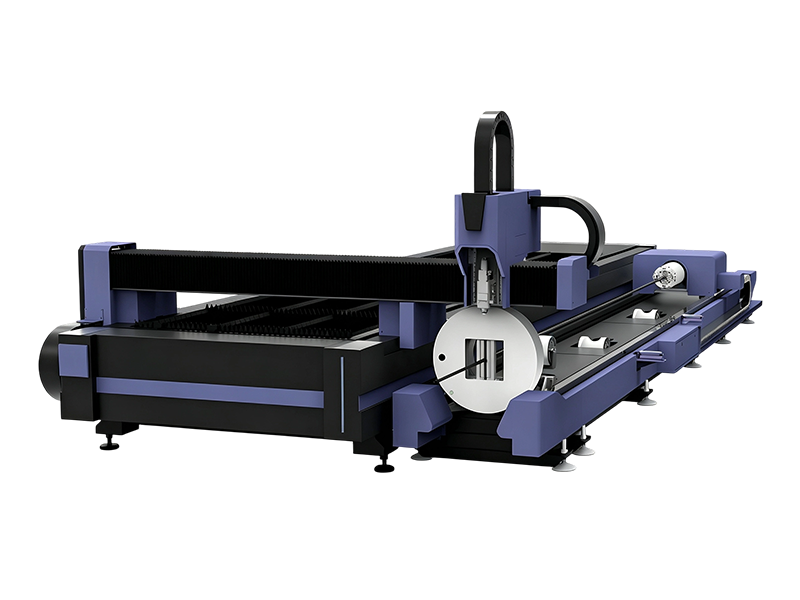
Листовый металл (мягкая сталь, нержавеющая сталь, алюминий) повсеместно присутствует в электрических корпусах и промышленных шкафах. Процессы изгибания металла сосредоточены на минимизации пружины (эластичное восстановление) и сохранении качества края.
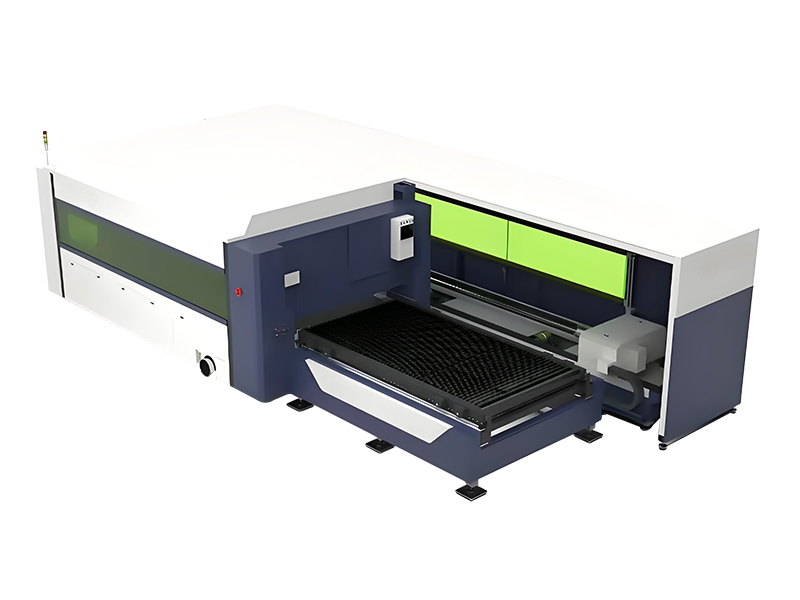
- Пресс-тормозное изгибание: промышленный стандарт для точного формирования. Пресс-тормоз с ЧПУ (Computer Numerical Control) применяет силу (10-3000 тонн) для зажима листа над V-штампом или U-штампом, формируя целевой угол. Современные системы интегрируют задние измерители и датчики угла для достижения повторяемости ±0,05 мм, что имеет решающее значение для производства корпусов с большим объемом.
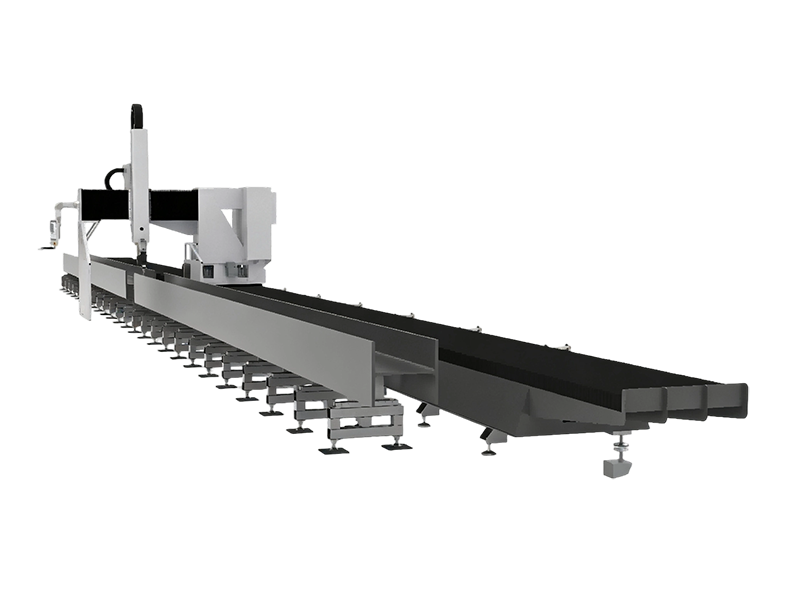
- Изгибание рулона: оптимизировано для кривых с большим радиусом (например, цилиндрические корпусы). Трио регулируемых роликов (одна верхняя часть, два нижних) применяют дополнительное давление, постепенно формируя лист в непрерывную дугу. Ролловые изгибатели с ЧПУ позволяют программируемый контроль радиуса для последовательного искривления по партиям.
- V-Bending & U-Bending: Специализированные варианты тормоза пресса. В-изгиб использует V-образный удар / штамп для острых уголов (15 °-165 °), в то время как U-изгиб использует канальный штамп для создания закрытых профилей для укрепления края в корпусах. Выбор зависит от геометрии конечной части и функциональных требований.
Точное изгибание для электрических корпусов
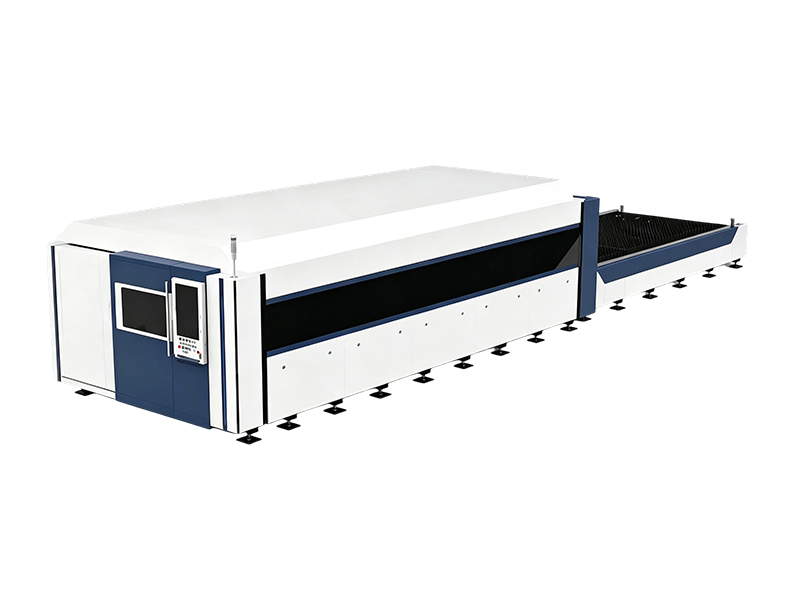
Электрические корпусы требуют исключительной точности для обеспечения соответствия IP (защита от входа) и совместимости с внутренними компонентами (например, выключателями, проводными узлами). Процессы изгибания здесь уделяют приоритет контролю толерантности и повторяемости перед высокой пропускной способностью.
- Машины для изгибания панелей с ЧПУ: Эти специализированные системы революционизировали изготовление корпуса. В отличие от традиционных пресс-тормозов, они используют зажимающий балок и вращающиеся инструменты для формирования краев без перерасположения листа, сокращая время установки до 70%. Многоосное управление позволяет выполнять сложные функции (например, обрезанные края, смещенные изгибы) за один цикл.
- Автоматизированная гарантия качества: интегрированные датчики контролируют углы изгиба и пружину в режиме реального времени, динамически регулируя параметры машины для поддержания спецификаций. Это минимизирует человеческие ошибки и обеспечивает последовательность во всех производственных циклах.
- Эффективность материала: для тонких металлов (0,5-2 мм), изгибатели панелей с ЧПУ оптимизируют модели гнездования и уменьшают слом установки, соответствуя целям экономической эффективности для производства в больших объемах.
Интеграция в рабочие процессы производства листового металла
Гибание является критически важным средним этапом в изготовлении листового металла, требующим тесной координации с процессами вверх / вниз для максимальной эффективности.
1. Точная резка: Перед изгибанием листы резаются до сетевой формы с помощью лазерной резки, плазменной резки или резки водяного струя. Лазерная резка предпочтительна для ее точности ±0,02 мм и способности создавать сложные зарезки / отверстия, которые облегчают выравнивание изгиба.
2. Оптимизация последовательности изгиба: заказ изгиба планируется, чтобы избежать столкновений инструмента и обеспечить доступность части. Внутренние изгибы образуются перед внешними, а большие радиусы создаются перед тесными углами для сохранения целостности материала.
3. После изгибки сборки и отделки: согнутые компоненты подвергаются сварке, заклеплению или вставке оборудования. Окладки (порошковое покрытие, анодирование, цинкование) повышают устойчивость к коррозии; предварительное изгибание отборки имеет решающее значение для качества отделки.
Новые тенденции в технологии изгибания
Технологические инновации продолжают преобразовывать решения по изгибу, обусловленные требованиями к более высокой точности, устойчивости и гибкости.
Умные системы ЧПУ: ИИ и машинное обучение позволяют адаптивное изгибание, где машины используют исторические данные для прогнозирования и компенсации возвращения в материалах, таких как высокопрочная сталь. Аналитика в реальном времени также оптимизирует срок службы инструмента и графики обслуживания.
Устойчивое изготовление: экологически чистые методы приобретают тягу, при этом процессы изгиба сосредоточены на эффективности материала (вложенная резка) и сокращении энергии (сервоэлектрические тормоза потребляют на 50% меньше энергии, чем гидравлические модели). Переработанные материалы (например, переработанный алюминий) все чаще интегрируются в рабочие процессы.
- Гибридные изгибочные машины: новые системы сочетают в себе возможности пресс-тормоза и изгибания панелей, предлагая универсальность для небольших партий индивидуальных корпусов и стандартных шкафов с большим объемом. Это снижает капитальные затраты и потребности в площади.
Решения для изгибания являются краеугольным камнем высококачественного производства шкафов и корпусов, науки о материалах, точной инженерии и эффективности производства. Используя методы, специфические для конкретных материалов - от изгибанной паровой древесины до формации листового металла с управлением ЧПУ - и используя новые технологии, производители могут удовлетворять меняющиеся требования в жилых, промышленных и электронных секторах.
По мере развития производственного ландшафта, отслеживание инноваций в оборудовании и процессах изгибки будет иметь решающее значение для поставки продуктов, которые балансируют производительность, эстетику и устойчивость.
Вы хотите, чтобы я создал таблицу технического сравнения, контрастирующую ключевые параметры (совместимость материала, точность, стоимость, время выполнения) обсуждаемых методов изгиба, или разработал фрагмент стандартной рабочей процедуры (SOP) для установки тормоза пресса ЧПУ в производстве электрического корпуса?